
En confirmant avec le bouton "Autoriser tous les cookies", vous acceptez l'utilisation de cookies. En cliquant sur le bouton "Configurer", vous pouvez choisir les cookies que vous souhaitez autoriser. Vous pouvez modifier ou révoquer votre consentement à tout moment dans le cadre de notre politique de confidentialité.
Usinage mécanique
Nos collaborateurs qualifiés répondent à vos besoins individuels d'usinage à l’aide de machines et d'installations ultra-modernes et à commande CNC. Ceci garantit une réalisation rapide de vos commandes avec des résultats précis. Comme le boîtier et l'usinage sont réalisés par un seul et même fournisseur, il n’y a pas de pertes d'interface en termes de temps et d'organisation. Aucun transport supplémentaire n’est requis, les délais de livraison sont réduits et il n’y a pas de rebuts.
Font partie de notre offre de services :
- Fraisage
- Alésage
- Chanfreinage
- Taraudage
Tous les produits proposés dans notre catalogue général peuvent être usinés à l’aide de ces méthodes. Nous développons cependant également volontiers vos boîtiers individuels. Contactez-nous.
Tout est une question d’expérience
Lorsqu'on veut obtenir les meilleurs résultats, tous les paramètres doivent alors être parfaits. La connaissance des propriétés des matériaux est tout aussi importante que la connaissance des outils et méthodes appropriés. L’entreprise Spelsberg accorde une grande importance à la formation et à la formation continue de ses collaborateurs. La plupart d’entre eux sont déjà depuis plusieurs années dans l’entreprise et ont une vaste expérience dans l’usinage des boîtiers. Ils savent de quoi ils parlent :
Température de fusion
La température de fusion des thermoplastiques doit être parfaitement adaptée. Il est décisif à cet effet d'utiliser les bonnes données de coupe et fraises.
Refroidissement
Le refroidissement avec de l’air comprimé ou une émulsion de forage réduit les problèmes liés aux températures.
Fixation
Pour monter les plaques en plastique sans tension, elles sont fixées avant transformation à l’aide de la technologie du vide. Ceci est important pour éviter les déformations et obtenir des arêtes optimales.
Choix des outils
Notre usine de fabrication travaille avec des outils ultra-modernes, bien entretenus et surtout aiguisés, qui garantissent des résultats exacts.
Ébavurage
Lors du fraisage des plastiques, une bavure inesthétique apparaît souvent. Celle-ci est éliminée professionnellement par nos collaborateurs, avant que vous receviez le boîtier.
Santé
Lorsque le plastique est usiné avec la méthode par enlèvement de copeaux, des fibres très fines apparaissent, qui n'ont rien à faire dans l’air inhalé. Pour protéger nos collaborateurs, nous avons pris différentes mesures de sécurité. Une installation d’aspiration élimine ainsi toutes les particules quel que soit l’endroit où elles apparaissent. Le port d'un masque est également obligatoire pour tous les ouvriers.
Déformation
Tout comme les tôles en acier, les plaques en plastique peuvent également se déformer après l’usinage. Cela vient des tensions intérieures qui peuvent également se former lors de la fabrication de produits en plastique extrudés. Si un côté est fraisé, ces tensions peuvent éventuellement se libérer - la plaque se courbe.
Ceci peut être évité à l’aide d'un recuit préalable, et également par échauffement sur une longue période, afin d’éliminer préalablement les tensions de cette manière. Une autre possibilité consiste à calculer une cote suffisante dès le début. On aplanit alors ultérieurement pour compenser la courbure.
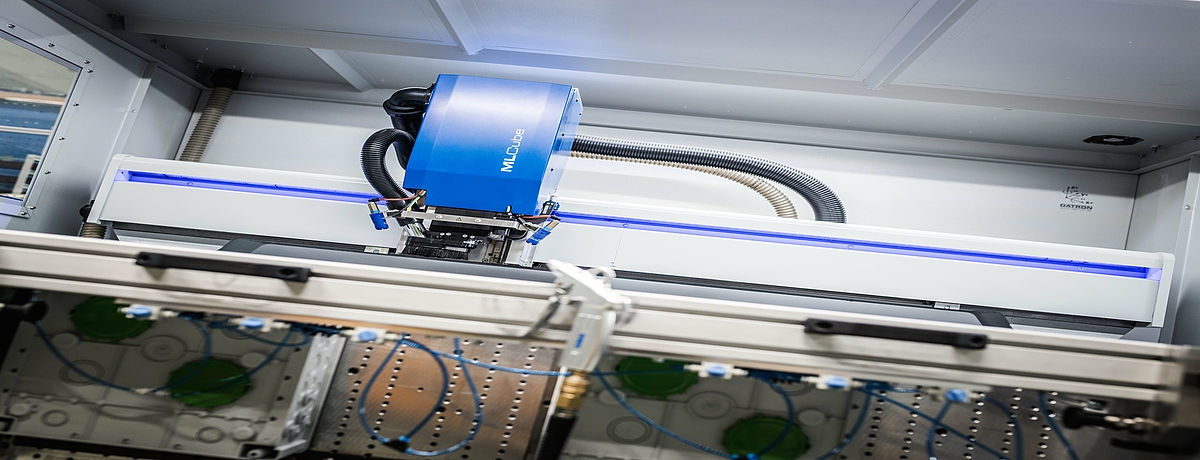
Le tranchant de la fraise en plastique
Le tranchant de la fraise est très important car une fraise émoussée entraîne une fusion du matériau et donc des arêtes de coupe pas propres. Les fraises spéciales utilisées par Spelsberg sont des produits professionnels de l’entreprise Datron. Des résultats optimaux sont ainsi garantis.
La bonne vitesse de coupe
Même la vitesse de travail est un facteur décisif pour des résultats optimaux. À une vitesse de coupe faible, le copeau n’est plus correctement coupé mais plutôt arraché. C’est pourquoi il est préférable de travailler à des vitesses élevées, ce qui entraîne un apport de chaleur dans le matériau de base. Celui-ci est cependant éliminé avec un refroidissement approprié (ex. émulsion de forage ou refroidissement à l’air comprimé).